

















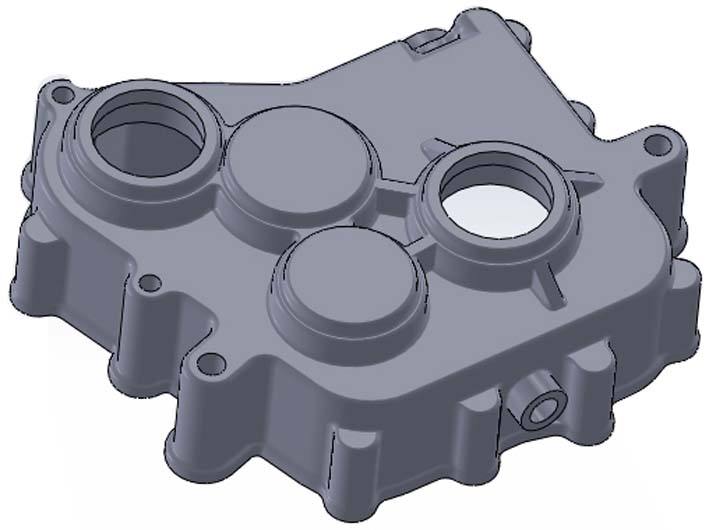
齒輪箱的結構特點和技術要求
變速箱形狀復雜,壁薄,呈盒狀,其表面有許多機加工零件,如軸承孔、叉軸孔、定位孔、螺紋連接孔以及變速箱上的各種安裝平面,這些零件直接影響變速箱的裝配質量和使用性能。因此,變速箱箱體的加工有嚴格的技術規范,如:軸承孔的尺寸精度一般為IT6~IT7,表面粗糙度Ra為1.6 ~ 0.8μ m,圓度和圓柱度為0.013~0.025mm,軸承孔之間的平行度為0.03~0.04mm,箱體連接面的平面度為0.05~0.08mm。
箱體加工的工藝分析
箱體是薄壁零件,夾緊時容易變形。因此,在加工中,不僅要選擇合理的夾緊定位點,還要控制切削力。由于箱體上的孔系位置要求高,連接孔和連接面數量多,加工時需要采用工序相對集中的方法。這種結構特點和技術要求決定了加工中心是箱體加工的最佳選擇。
以加工中心生產線為例,分析了前變速箱前殼的加工工藝:
□用專用銑床粗銑前端面;
□用專用銑床粗銑與中殼的連接面;
□在立式加工中心上,完成前端面的半精銑和精銑,鉆攻前端面與離合器殼體的連接孔,鉆鉸撥叉軸孔和各種油孔;
□在臥式加工中心上,完成與中殼連接面、連接孔、叉軸孔的加工,粗、精鏜軸承孔、叉軸孔;
□用臥式加工中心粗、精銑頂蓋連接面、標志面、側面動力輸出面和各面上的連接螺紋孔;
□使用搖臂鉆床鉆斜油孔。
上述工藝流程的安排具有以下特點:
1.粗加工和精加工分開進行,可以消除零件內應力和變形,提高加工效率。
2.先加工作為精密基準的零件(前端面和兩個工藝孔),使后續零件的加工有統一的工藝基準,簡化后續設備和工裝,減少工件的定位誤差。
3.與傳統的組合機床加工線相比,工藝路線大大減少,由原來的30多道工序減少到6道工序,減少了機床占地面積,減少了零件搬運過程中的碰傷。
4.靈活程度更高,一條生產線可加工多個品種,滿足市場多樣化需求。
5.高硬度、高切削速度的硬質合金刀具被廣泛用于提高機床的加工效率。鉆孔的切削速度可達120m/min,銑削的每齒進給量可達0.36~8mm,切削深度可達6~8mm,表1給出了加工中心(使用硬質合金刀具)和普通組合機床(使用高速鋼刀具)在效率、精度和刀具成本方面的比較。可以看出加工中心剛性好,各主軸電機功率高。用硬質合金刀具代替組合機床常用的高速鋼刀具,可提高加工效率3 ~ 5倍,大大提高加工精度。在量產時,完全可以滿足產品和工藝的要求。雖然單臺刀具成本略有增加,但從人工成本、設備折舊、產品性價比等方面來看,總成本大大降低。
6.機床具有自動測量和刀具磨損補償功能,使軸承孔精鏜等精加工工序的批量加工精度水平穩定在IT6級以上。
加工中心的選擇
每個加工中心都有一定的規格,一定的功能和最佳的使用范圍。加工中心分為臥式和立式。臥式加工中心適用于加工箱體類零件,如泵體、箱體等。立式加工中心適用于加工板類零件,如上蓋、蓋板、法蘭等。同規格的臥式加工中心比立式便宜一半左右,使用效率也略差。所以用立式加工中心完成同樣的工藝內容比臥式加工中心更經濟,但是臥式加工中心的工藝性范圍很廣。因此,綜合考慮價格和加工工藝的需要,生產線中臥式和立式加工中心的數量比通常在2: 1左右,基本實現了相對均衡的生產節奏。
1.機床規格的選擇
機床最重要的規格包括工作臺尺寸、移動軸數量、移動軸行程、主軸功率和扭矩、刀庫容量和工作臺額定載荷。
以伊頓變速器廠生產的最大箱體為例。箱體的基本尺寸為520mm×320mm×430mm。為了給安裝夾具留出足夠的空間,選用工作臺尺寸為630mm×630mm的臥式加工中心。x、y、z軸行程分別為1000mm、800mm、810mm,主軸輸出功率不低于20kW,最大扭矩466Nm。
因為箱體上的加工孔比較分散,所以機床工作臺有360度分度功能。另外,雙交換托盤可以有效提高工作效率。
通常在立式加工中心,刀庫容量不小于20個;臥式加工中心的刀庫容量應不小于40。刀庫容量不宜過大,因為大容量刀庫成本高,機構復雜,刀具管理復雜。每次更換新產品,機床調整人員都會根據工藝要求整理刀具。
2.機床精度的選擇
根據箱體零件關鍵零件的加工精度,選擇精度高的機床。機床的定位精度和重復定位精度反映了所有運動部件的綜合精度,特別是重復定位精度,反映了軸的有效行程中任意定位點的定位穩定性,是衡量數控軸能否穩定可靠工作的基本指標。
加工中心數控系統的軟件可以補償控制軸的螺距誤差和反向差,還可以補償傳動鏈中各環節的系統誤差的穩定性。進給傳動鏈中的反向動量損失也可以通過反向間隙補償功能進行補償。比如數控軸正向給定的運動指令是40mm,測得的運動距離是39.985mm,可以稱之為反向損失0.015mm的動量,數控系統補償0.015mm的移動量就可以將坐標移動到原點。機械傳動鏈和各軸驅動伺服元件工作特性不良造成的重復性誤差無法通過插補完全補償。
3、機床的使用效率
在加工過程中,主軸轉速是由工件的材料決定的。例如,加工有色金屬時,必須選擇較高的速度。影響加工效率最重要的因素是換刀時間,因為像箱體這樣的復雜零件,每加工一個成品零件需要換40 ~ 50把左右的刀具。采用帶機械臂的滾子凸輪換刀機構(與帽式換刀機構相比),換刀時間大大縮短,約5.5s
加工中心常用的工具和夾具
1、夾具的選擇
夾具是零件加工的重要保證。只有夾具設計合理,才能方便零件安裝,滿足加工精度要求。因此,在設計夾具時,應考慮以下因素:
(1)工件定位基準及裝夾要求:加工中心為多工序集中加工。在一次裝夾中,零件要進行粗銑、粗鏜、精銑和精鏜,夾具要能承受較大的切削力,并滿足定位精度的要求。
(2)夾具、工件、機床工作臺的連接方式:加工中心工作臺應有基準T型槽、轉盤中心定位孔、工作臺側面基準等。
(3)設計夾具時,必須考慮刀具軌跡:夾具不能干涉各工序的刀具軌跡。比如用端銑刀加工零件時,在進給路徑和進給路徑上不能干涉夾具的夾緊螺栓和壓板;如鉆頭、鏜刀桿等。都容易與夾具發生干涉,可以考慮在加工箱體時利用其內部空間來布置夾緊裝置。
(4)夾具設計必須考慮夾緊變形:零件粗加工時,切削力較大,需要較大的夾緊力。但要防止工件被夾緊變形,夾具的支撐點、定位點、夾緊點一定要仔細選擇,壓板的夾緊點要盡量靠近支撐點,避免給零件的無支撐區域增加夾緊力。
(5)夾具必須易于拆卸:夾具的夾緊方式有液壓夾緊、氣動夾緊和手動夾緊。在被加工零件毛坯尺寸合格的情況下,利用液壓擰緊和氣動夾具,可以提高零件拆裝的效率。
(6)對于批量小、品種變化頻繁的零件,應優先采用成組夾具或組合夾具,以節省夾具成本和準備時間。
2.刀具的選擇
加工中心使用的刀具分為刀柄部分和刀具部分。刀具與一般刀具相同,如鉆頭、絲錐、鏜刀、鉸刀等。但是必須考慮刀具的直徑、長度和自重。
(1)刀柄類型:不同規格的機床和不同的廠家,選用不同規格和系列的刀柄。常用工具手柄分為BT系列(常用)、CAT系列和DIN系列(德國常用)。刀柄的規格根據機床規格的不同分為30、40、50等品種。
(2)選擇刀柄和刀具的注意事項:首先要考慮刀柄的通用化。比如伊頓變速器廠有30臺液壓鉗加工中心,但刀架只有兩種。臥式加工中心選用BT50刀架,立式加工中心選用BT40刀架,既提高了刀架的利用率,又降低了刀具管理的成本。其次,首選標準工具,盡量減少專用工具的使用。專用刀具適合大批量生產,比如復合刀具,可以有效節省加工時間。但在目前汽車零部件多品種、小批量的生產條件下,使用專用刀具并不是一種經濟的選擇。
3.加工中心附件的選擇
冷卻、保護、排屑、主軸油溫控制、冷卻液溫度供應控制等附件要求高可靠性。加工中心機床冷卻保護裝置設計的合理性是衡量機床綜合水平的重要標志。臥式加工中心冷卻液噴射采用多頭多管噴淋冷卻沖洗,并有主軸內冷卻裝置,使刀具具有內冷卻功能。
總結
與傳統的組合機床相比,加工中心用于加工箱體類零件,在提高加工質量、提高生產效率、降低生產成本方面效果顯著。在選擇加工中心時,必須考慮其加工經濟性,即必須考慮機床規格、切削參數、夾具、工件材料、生產批量等方面。此外,人員的素質培訓也至關重要。
更多資訊
2024-07-03
2024-04-13
2024-01-31
2023-11-03
2023-10-26
2023-09-27







 15653996966
15653996966